咨询热线
咨询热线
137-6521-2525
180-8960-2525

联系电话:137-6521-2525
180-8960-2525
联系地址:贵州省遵义市红花岗区湘江大道钢材市场内


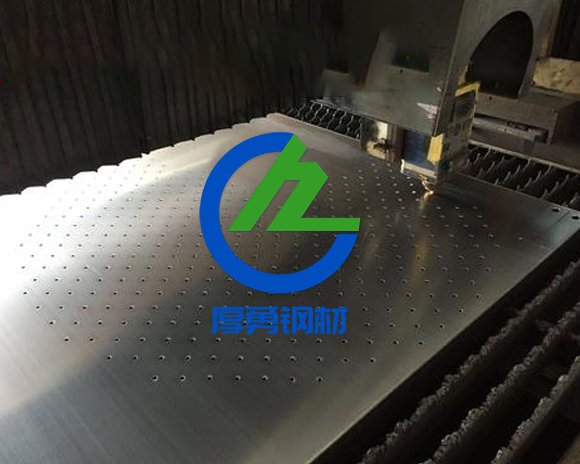
在麻豆精品精华液过程中,材料处理的技术要点涵盖切割前准备、切割参数调整、辅助气体选择、切割路径优化及特殊材料处理等多个方面,具体如下:
一、切割前准备
材料特性认知:了解材料的物理和化学特性,如熔点、热导率、反射率等,以便选择合适的切割方法和参数。例如,铝材具有高反射率和热传导性,切割前需安装防反射装置。
材料固定与定位:使用夹具或真空吸附装置固定材料,确保切割过程中材料不移动。同时,通过激光定位仪或视觉系统校准材料位置,误差需控制在±0.1mm以内。
板材尺寸测量:排料前须测量原板料长度和宽度,根据实际尺寸规格进行排料,防止激光头切割时出现超程现象,保证原材料利用率及零部件尺寸的正确性。
二、切割参数调整
激光功率:根据材料种类和厚度调整激光功率。功率过低可能导致切割不透,功率过高则可能引起材料过热变形。例如,切割3mm碳钢时,功率可设置为1500W。
切割速度:切割速度需与激光功率匹配。太快或太慢的切割速度都会导致粗糙度增加和毛刺形成。例如,切割500mm/min的速度适用于某些不锈钢材料的切割。
焦点位置:焦点位置决定了工件表面上的光束直径和功率密度,以及切口的形状。根据材料厚度调整焦点位置,确保切割质量。例如,切割厚板时,焦点位置需适当下移。
三、辅助气体选择
氧气:常用作切割气体,特别是切割低碳钢时。氧气作为助燃剂,可以大幅度提高切割效率,并在切割过程中产生的氧化膜提高反射材料的光束光谱吸收因数。但使用氧气切割时边缘可能会发生轻微氧化。
氮气:用于切割不锈钢、铝材等材料,以获得无氧化无毛刺的边缘。氮气是惰性气体,不会与切口中的熔化金属发生反应,仅仅将它们向底部吹走,同时保护切割边缘不被空气氧化。例如,切割不锈钢时,使用氮气可以得到更好的切割效果。
压缩空气:适用于切割薄板。空气加压到5~6bar就足以吹走切口中的熔融金属。由于空气中接近80%都是氮气,因此压缩空气切割基本上属于熔化切割。
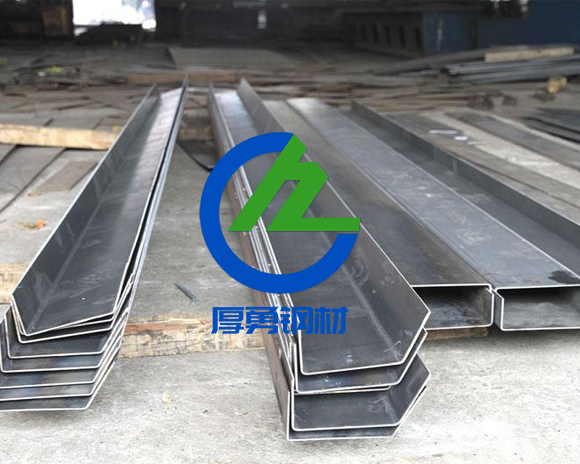
四、切割路径优化
共边切割:将两种或以上的零件共边成一个产品组合,大批量的规则图形尽量共边。共边切割技术可以大大缩短切割工作时间,还能节省原材料。
引入线与引出线:在切割开始和结束时引入过渡线(导线和尾线),分别连接工件材料的起始和结束位置。引线与切口之间的连接应尽量采用圆弧过渡,以使机器运动平稳,避免角挡引起的烧伤。同时,引线应设置在工件范围之外,且不能设置在尖角等不易散热处。
阵列参数设置:使用阵列功能实现图形批量排布,提高切割效率。例如,设置1*10行偏移0、列偏移0的阵列参数,实现多个零件的批量切割。
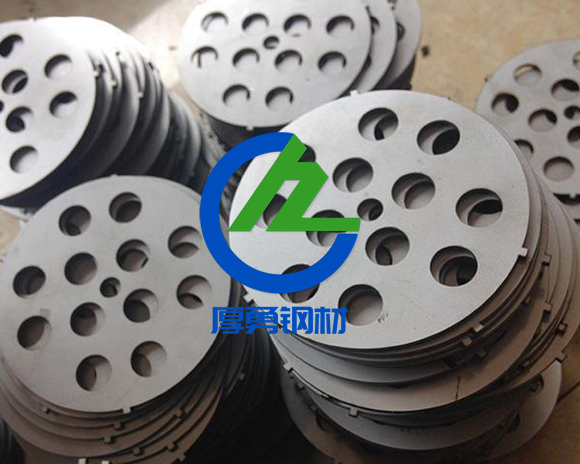
五、特殊材料处理
高反光材料:如铜、铝等,需采用防反射装置进行切割。同时,根据材料厚度和种类选择合适的切割参数和辅助气体。例如,厚度1mm以下的黄铜可以用氮气切割;厚度2mm以下的铜可以用氧气切割。
合成材料:如热塑性塑料、热硬化材料和人造橡胶等,切割时需牢记切割的危险和可能排放的危险物质。同时,根据材料特性选择合适的切割方式和参数。
陶瓷材料:切割时需控制合适的功率和速度,以避免材料破裂。同时,陶瓷材料的硬度和脆性较高,对切割精度和设备稳定性要求较高。