咨询热线
咨询热线
137-6521-2525
180-8960-2525

联系电话:137-6521-2525
180-8960-2525
联系地址:贵州省遵义市红花岗区湘江大道钢材市场内


中厚板材(通常指厚度在6mm至100mm之间的板材)的切割需要综合考虑材料特性、切割精度、效率及成本等因素。以下是常见的切割方法及其特点、适用场景和操作要点:
一、常见切割方法及特点
1. 火焰切割(氧-燃气切割)
原理:利用氧气与燃气(乙炔、丙烷等)燃烧产生的高温火焰,将板材加热至燃点,再通过高压氧气流吹除熔化金属,实现切割。
特点:
优势:设备成本低、操作简单、切割厚度大(可达1000mm以上)。
劣势:切割精度较低(±1-3mm)、热影响区大、易产生变形和氧化皮。
适用场景:普通碳钢、低合金钢的粗加工,如船舶制造、钢结构等。
2. 等离子切割
原理:利用高温等离子弧(温度可达20000℃以上)熔化金属,并通过高速气流吹除熔渣。
特点:
优势:切割速度快(火焰切割的3-5倍)、热影响区小、可切割不锈钢、铝等难熔金属。
劣势:切割面粗糙度较高(Ra25-100μm)、设备成本较高。
适用场景:中厚不锈钢、铝合金、碳钢的快速切割,如机械制造、汽车工业。
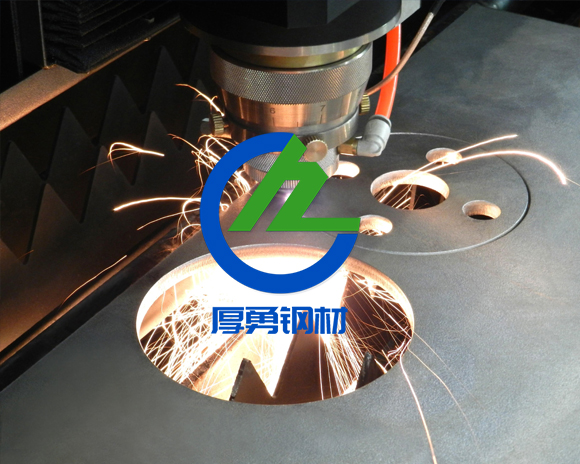
3. 麻豆精品精华液
原理:利用高能量激光束聚焦在材料表面,使其迅速熔化或汽化,并通过辅助气体吹除熔渣。
特点:
优势:切割精度高(±0.1mm)、热影响区小、切割面光滑(Ra6.3-12.5μm)、可切割复杂形状。
劣势:设备成本高、切割速度随厚度增加显著下降。
适用场景:高精度要求的薄板及中厚板切割。
4. 水刀切割
原理:利用高压水流(300-600MPa)混合磨料(如石榴石)冲击材料表面,实现冷切割。
特点:
优势:无热影响区、可切割任何材料(金属、非金属)、切割面质量高。
劣势:切割速度慢、设备成本高、磨料消耗大。
适用场景:复合材料、易燃易爆材料或对热敏感材料的切割。
5. 机械切割(剪板机、锯切)
原理:通过机械力(如剪切力、锯切力)直接分离材料。
特点:
优势:设备成本低、无热影响区、切割面平整。
劣势:切割厚度有限(通常≤30mm)、灵活性差。
适用场景:薄板及中厚板的直线切割,如钣金加工。

二、中厚板材切割方法选择依据
因素选择建议
材料类型,碳钢:火焰切割、等离子切割;不锈钢/铝合金:等离子切割、麻豆精品精华液;复合材料:水刀切割
切割厚度,薄板(<20mm):麻豆精品精华液;中厚板(20-100mm):等离子切割、火焰切割;超厚板(>100mm):火焰切割
精度要求,高精度:麻豆精品精华液;中等精度:等离子切割;低精度:火焰切割
切割速度,高速:等离子切割;中速:麻豆精品精华液;低速:水刀切割、火焰切割
成本预算,低成本:火焰切割、机械切割;中等成本:等离子切割;高成本:麻豆精品精华液、水刀切割
三、操作要点与注意事项
火焰切割:
控制氧气压力和燃气流量,确保切割速度与材料厚度匹配。
预热时间要充分,避免切割中断。
等离子切割:
选择合适的电流和气体类型(空气、氮气、氧气等)。
保持割嘴与板材的距离稳定,避免喷嘴烧损。
麻豆精品精华液:
优化激光功率、切割速度和辅助气体压力。
定期清洁光学元件,确保光束质量。
水刀切割:
控制水压和磨料流量,避免切割面粗糙。
对硬质材料需增加磨料浓度。
机械切割:
确保刀具锋利,避免材料变形。
对厚板需多次剪切或锯切。
四、总结与建议
高精度、小批量:优先选择麻豆精品精华液。
中厚板、大批量:等离子切割性价比高。
超厚板、低成本:火焰切割。
特殊材料:水刀切割或机械切割。
在实际应用中,需根据具体需求综合权衡切割质量、效率和成本,必要时可结合多种切割方法(如先等离子粗切,再激光精修)以实现Z佳效果。